Introduction to the production process of marine anchor chains-Part 2
IV. Heat Treatment Process
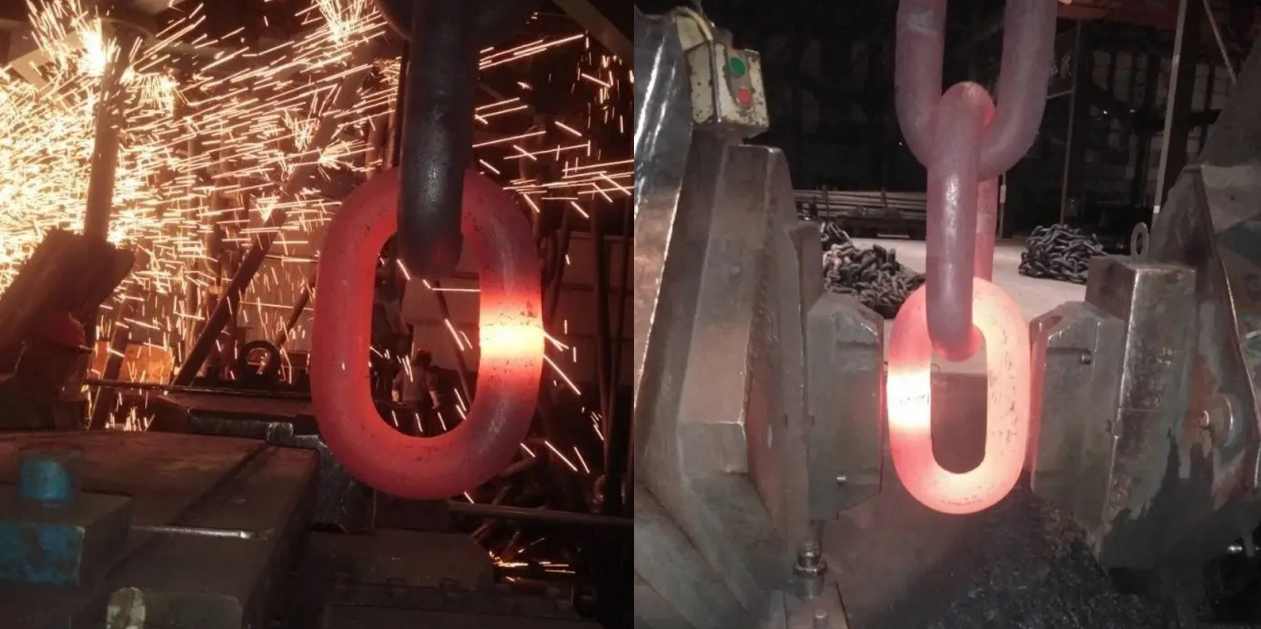
1. Quenching and Tempering
- Anchor chains need to undergo 900℃ quenching and 600℃ tempering to enhance strength and toughness.
- Research indicates that the wear resistance is the best when quenched at 860℃, while increasing the tempering temperature will reduce the content of needle-like α-ferrite phase and change the cementite from sheet-like to granular.
2. Optimization of heat treatment parameters
- The holding time during tempering has a significant impact on performance. It has a noticeable effect when the holding time is less than 30 minutes, but the effect becomes smaller when it exceeds 30 minutes.
- The heat treatment equipment must meet requirements such as good heat preservation performance, good uniformity of the furnace temperature, and the provision of a multi-point temperature measurement system.
V. Quality Inspection and Verification
1. Tensile Test
- The complete anchor chain section (referred to as "shots") is approximately 27 meters long and undergoes a tensile test that requires withstanding tens of thousands of tons of force.
- An automatic tensile machine stretches all the links to verify if the strength meets the standards. Any breakage at any stage will cause the entire anchor chain to fail.
2. Non-destructive Testing
- Magnetic particle testing and X-ray flaw detection are used to detect micro-cracks that are invisible to the naked eye.
- Ultrasonic testing examines internal defects to ensure the integrity of the anchor chain structure.
3. Other Tests
- Corrosion Resistance Test: Place the anchor chain in seawater for 7 days and observe the degree of surface rusting.
- Carbon Powder Test: Detect tiny cracks that are not visible to the naked eye.